Metal compensator should pay attention to the welding process when installing
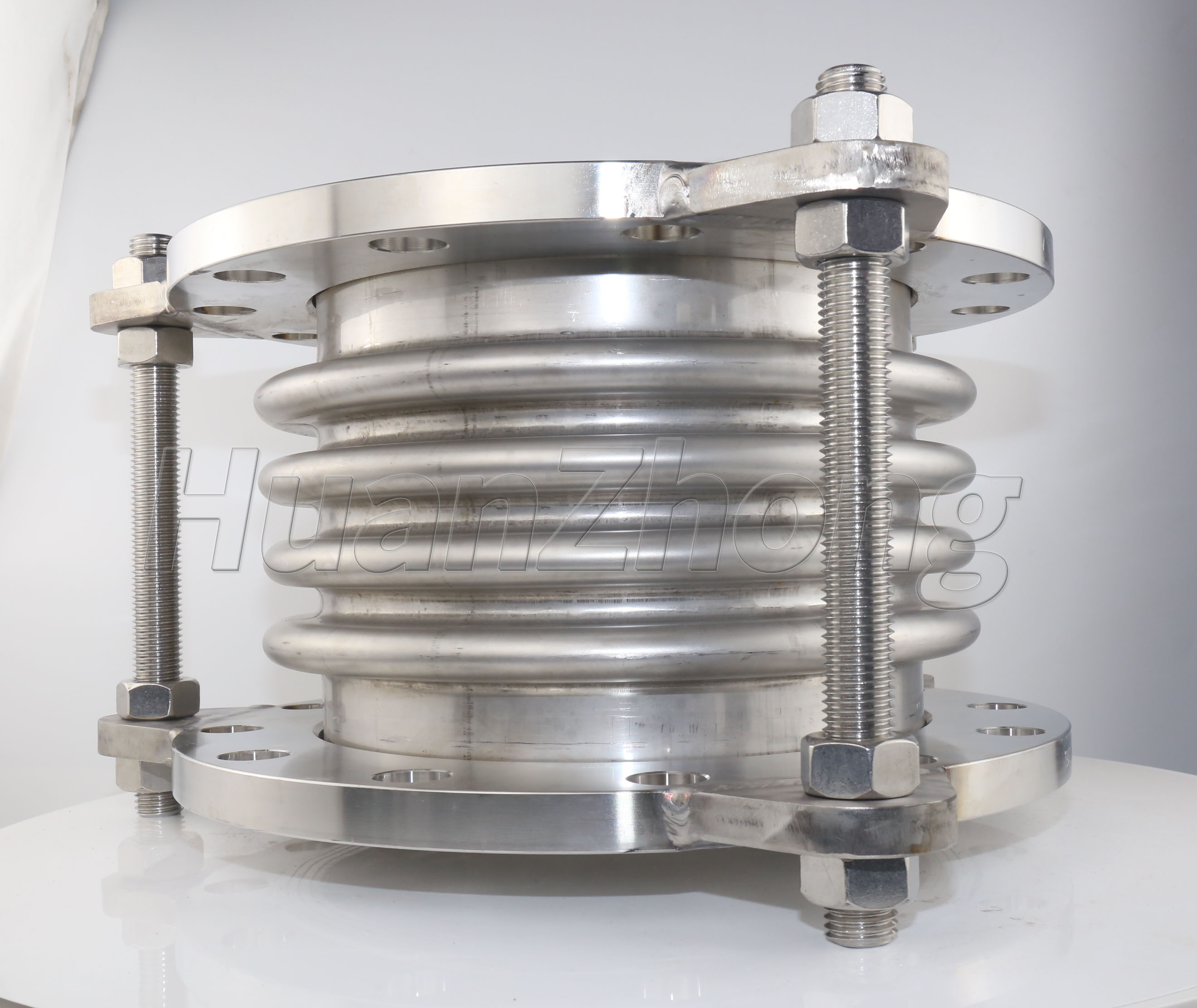
Metal compensator relative to non-metallic compensator, generally axial, sleeve type compensator, universal hinge type compensator and other types. These compensators have a common feature that the main elastic element is generally bellows, mainly by compressing or elongating or even extruding the bellows to compensate for the displacement of the pipe in the axial, lateral, angular and other directions. Common axial internal pressure corrugation is used. For the compensator, it is the initiator of most pipeline compensators. This is because most of the compensators at this stage are developed on the basis of their structure. When installing the corrugated metal compensator, check the type of corrugated compensator expansion joints, specifications and the support configuration of the pipe shall meet the design requirements. For expansion joints with lined cylinders, care should be taken to make the direction of the lined cylinder consistent with the flow direction of the medium (the outer wall of the compensator is clearly marked). The hinge rotation surface of the plane angle expansion joint should be consistent with the displacement surface. For the expansion joint that needs "cold fastening", the auxiliary parts used for pre-deformation should be removed after the expansion joint is pre-deformed, so that the pipeline system is fully compensated under environmental conditions. It is strictly forbidden to use the method of bellows deformation to adjust the installation deviation of the pipeline, so as not to affect the normal function of the expansion joint, otherwise it will reduce its service life and increase the load of the pipeline system, equipment and supporting parts.
Metal compensator must pay attention to the welding work during the installation process. Do not allow welding slag to splash onto the bellows surface and cause other mechanical damage to the bellows. After welding is completed, the welded area should be de-rusted. Generally tap the welded area with an iron bar until the metal luster is revealed. When checking, if there is no leakage and false welding, it is regarded as meeting the construction standard. It is important to note that expansion joints do not absorb torque, so they are not allowed to be twisted when they are installed. The pipeline equipped with expansion joints should be opened and closed gradually during the operation of the valve to avoid sudden changes in temperature and pressure in the pipeline, which may cause damage to the bracket or expansion joint.
Metal compensator manufacturer Gongyi HuanZhong Pipeline Equipment Co., Ltd. is committed to the design and manufacture of high-quality industrial pipeline flexible fittings. over 20 years we have accumulated a wealth of experience in the specific application of various industrial pipelines, steel, oil refining, chemical, electric power, cement and urban public works (gas, natural gas and urban central heating pipelines). Manufacturing range: round corrugated expansion joints DN40~DN7000, rectangular corrugated expansion joints, axial, lateral, angular, universal, pressure balance type, vibration damping, seismic, direct burial and non-thrust expansion joints, fabric expansion joints, metal hoses, compensators, pipe support hangers, dampers.